



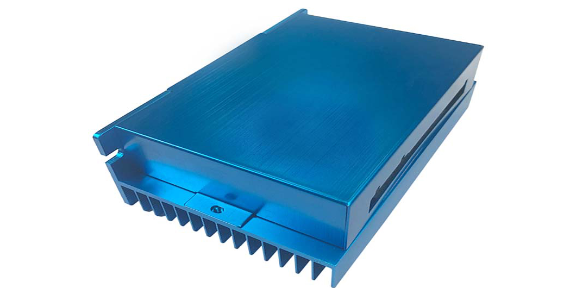
插片散熱器是一款散熱器。插片散熱器采用直管推式通脹機進行脹管使得鋁型材管壁與襯管都達到塑性變形,回彈后結合緊密、表面光滑、尺寸精度高采用插接組裝可達到100%不漏。因此生產環節沒有廢品產生減少了能源的浪費。另外組裝過程中不需要焊接,對插片散熱器表面沒有過熱影響,節約了大量的人力和能源。中文名插片散熱器外文名Insertradiator學科機械設備釋義一款散熱器目錄1簡介2生產工藝3對比插片散熱器簡介編輯插片散熱器采用直管推式通脹機進行脹管使得鋁型材管壁與襯管都達到塑性變形,回彈后結合緊密、表面光滑、尺寸精度高采用插接組裝可達到100%不漏。因此生產環節沒有廢品產生減少了能源的浪費。另外組裝過程中不需要焊接,對插片散熱器表面沒有過熱影響,節約了大量的人力和能源。另外,插片散熱器沒有組裝所需要的工藝裸漏襯管,整體強度高、不會因安裝不慎造成變形和滲漏[1]。插片散熱器插片散熱器生產工藝編輯一、對于高密齒和舌比大的模具試模時,支鋁棒必須是150-200mm的短鋁棒或純鋁棒。二、試模前,必須調整好擠壓中心。擠壓軸、盛錠筒和模座出料口在一條中心線上。三、在試模和正常生產過程中,鋁棒加熱溫度要保證在480-520℃之間。散熱器的維護需要注意散熱器的清潔和保養。自貢散熱器聯系方式
在我們使用電子散熱器的過程中,哪些因素影響著電子散熱器的使用,下面我們看看相關的說明內容。電子散熱器的散熱散熱器廣泛應用于電子產品,而電子產品在運行過程中會產生熱量,部分電子產品會產生高溫,高溫不但會導致系統運行不穩,還會縮短使用壽命,甚至有可能使某些部件燒毀。導致高溫的熱量主要來自于計算機內部,或者說是集成電路內部。散熱器的作用就是將這些熱量吸收,然后發散到機箱內或者機箱外,保證計算機部件的溫度正常,多數散熱器通過和發熱部件表面接觸,吸收熱量,再通過各種方法將熱量傳遞到遠處,比如通過空氣或者不同的冷卻介質,如水,冷卻液等,合理的選擇和正確的使用型材散熱器元件,是滿足電子產品設計指標的要求,也是提高功率器件使用壽命的組成部分。衡陽鋁型材散熱器供應散熱器的維護需要注意散熱器的工作溫度和噪音等級。

煙道出口的溫度應是1000-1300℃,陶瓷換熱器回收余熱可達到450-750℃,將回收到的的熱空氣送進窯爐與燃氣形成混合氣進行燃燒,這樣可以降低生產成本,增加經濟效益。陶瓷散熱器陶瓷換熱器在金屬換熱器的使用局限下得到了很好的發展,因為它較好地解決了耐腐蝕、耐高溫等課題,成為了回收高溫余熱的**佳換熱器。經過多年生產實踐,結果表明陶瓷換熱器效果很好。它的主要優點是:導熱性能好,高溫強度高,抗氧化、抗熱震性能好,壽命長,維修量小,性能可靠穩定,操作簡便。是回收高溫煙氣余熱的**佳裝置。散熱器純銅散熱器銅的熱傳導系數是鋁的,所以在其他條件相同的前提下,純銅散熱器能夠更快地將熱量從熱源中帶走。不過銅的質地是個問題,很多標榜“純銅散熱器”其實并非是真正的100%的銅。在銅的列表中,含銅量超過99%的被稱為無酸素銅,下一個檔次的銅為含銅量為85%以下的丹銅。針對13年市場上大多數的純銅散熱器的含銅量都介于兩者之間。而一些劣質純銅散熱器的含銅量甚至連85%都不到,雖然成本很低,但其熱傳導能力**降低,影響了散熱性。此外,銅也有明顯的缺點,成本高,加工難,散熱器質量太大都阻礙了全銅散熱片的應用;紅銅的硬度不如鋁合金AL6063。
半導體制冷,壓縮機制冷等等。散熱器散熱片材質編輯散熱片材質是指散熱片所使用的具體材料。每種材料其導熱性能是不同的,按導熱性能從高到低排列,分別是銀,銅,鋁,鋼。不過如果用銀來作散熱片會太昂貴,故**好的方案為采用銅質。雖然鋁便宜得多,但顯然導熱性就不如銅好(大約只有銅的百分之五十多點)。常用的散熱片材質是銅和鋁合金,二者各有其優缺點。銅的導熱性好,但價格較貴,加工難度較高,重量過大(很多純銅散熱器都超過了CPU對重量的限制),熱容量較小,而且容易氧化。而純鋁太軟,不能直接使用,都是使用的鋁合金才能提供足夠的硬度,鋁合金的優點是價格低廉,重量輕,但導熱性比銅就要差很多。有些散熱器就各取所長,在鋁合金散熱器底座上嵌入一片銅板。對于普通用戶而言,用鋁材散熱片已經足以達到散熱需求了。散熱器散熱器散熱方式編輯散熱方式是指該散熱器散發熱量的主要方式。在熱力學中,散熱就是熱量傳遞,而熱量的傳遞方式主要有三種:熱傳導,熱對流和熱輻射。物質本身或當物質與物質接觸時,能量的傳遞就被稱為熱傳導,這是**普遍的一種熱傳遞方式。比如,CPU散熱片底座與CPU直接接觸帶走熱量的方式就屬于熱傳導。熱對流指的是流動的流體。散熱器的維護需要注意散熱器的散熱面積和密度。

特征在第二特征“之上”、“上方”和“上面”包括特征在第二特征正上方和斜上方,或**表示特征水平高度高于第二特征。特征在第二特征“之下”、“下方”和“下面”包括特征在第二特征正下方和斜下方,或**表示特征水平高度小于第二特征。實施例一如圖1所示是本實用新型的立體圖,包括機架1、鏈式傳送結構2、吹干操作機3、第二吹干操作機4、上烘干結構5和下烘干結構6,所述鏈式傳送結構2設置在機架1上,所述吹干操作機3、第二吹干操作機4依次設置在鏈式傳送結構2一側,所述上烘干結構5設置在鏈式傳送結構2一端上方,所述下烘干結構6設置在上烘干結構5正下方。如圖2所示為鏈式傳送結構2的立體圖,包括傳送固定架21、傳送動力結構22、鏈條23、第二鏈條24、導向結構25、第二導向結構26、張緊結構27、固定軸28和置物網29,所述傳送動力結構22設置在傳送固定架21一端上部,所述鏈條23和第二鏈條24設置在傳送固定架21兩側,所述導向結構25設置在傳送固定架21靠近傳送動力結構22的一端并處于傳送動力結構22下方,所述第二導向結構26設置在傳送固定架21遠離傳送動力結構22的另一端。散熱器的維護需要注意散熱器的松動和脫落。衡陽鋁型材散熱器供應
散熱器的維護需要注意不要在散熱片上留下指紋。自貢散熱器聯系方式
其實回流焊接和傳統接合型散熱片的工序幾乎相同,只是使用了一個特殊的回焊爐,它可以精確的對焊接的溫度和時間參數進行設定,焊料采用用鉛錫合金,使焊接和被焊接的金屬得到充分接觸,從而避免了漏焊空焊,確保了鰭片和底座的連接盡可能緊密,**大限度地降低介面熱阻,又可以控制每一個焊點的焊銅融化時間和融化溫度,保證所有焊點的均勻,不過這個特殊的回焊爐價格很貴,主板廠商用的比較多,而散熱器廠商則很少采用。一般說來,采取這種工藝的散熱器多用于**,價格較為昂貴。可撓性制程可撓性制程先將銅或鋁的薄板以成型機折成一體成型的鰭片,然后用穿刺模將上下底板固定,再利用高周波金屬熔接機,與加工過的底座焊接成一體,由于制程為連續接合,適合做高厚長比的散熱片,且因鰭片為一體成型,利于熱傳導的連續性,鰭片厚度*有,可**降低材料的需求,并在散熱片容許的重量內得到**大的熱傳面積。為達到大量生產,并克服材質接合時的接口阻抗,制程部份采上下底板同時送料、自動化一貫制程、上下底板接合采用高周波熔焊接合,即材料熔合來防止接口阻抗的產生,以建立**度、緊密排列間距的散熱片。由于制程連續,故能大量生產,且由于重量大幅減輕,效能提升。自貢散熱器聯系方式