



虎鉗是用來夾持工件。定心虎鉗是一種標準夾具, 類似于臺虎鉗。其規格以鉗口的寬度來表示,常用的有100、125、150mm等。虎鉗有固定式和回轉式兩種 。高精密鉗的結構與普通鉗結構類似,都是一個鉗身、固定鉗口、活動鉗口、傳動絲桿、螺母構成的,只不過是相關零件的精度更高,配合更緊密。結構原理和精度沒有必然的關系。再現性和一致性。兩次裝夾定位精度在0.02毫米以內。精密鉗的鉗口與導軌的垂直度在0.005以內,臺鉗各個使用面的形位公差不超過0.01。扁平設計的定心虎鉗不占空間,結合快換系統使用時,特別適合帶工件存放位的自動化解決方案。西安定心虎鉗市場報價
定心虎鉗自定心虎鉗的2個卡爪來回同步移動,來實現對零件的中心夾緊,并且夾持精度高,依工件的外形輪廓訂制卡爪,不但可對工件實現外夾夾緊也可實現內撐漲緊,即可加工不同輪廓的工件,操作簡單快捷,成本也大幅度節省。產品特點:1.產品尺寸小,重量輕,2.高效的潤滑系統,3.多種對心臺鉗控制方法,可根據客戶需求從側面或底面對臺鉗進行控制。4.防塵設計,滑塊與防塵蓋間特殊防塵設計,有效防止碎屑侵入。5.卡爪的安裝部位易加工,加工卡爪安裝部位,只需加工螺栓孔和鍵槽。普通設備就可以完成。
西安液壓定心虎鉗原理圖解定心虎鉗可以靈活的固定在T型槽工作臺上。
如何正確選擇精密定心虎鉗?1、工件尺寸,根據“鉗口張開度”進行選擇:應選擇鉗口張開度足以夾持工件的定心虎鉗。普通精密定心虎鉗的鉗口張開度與鉗口寬度相同。但根據機型不同,還備有“大鉗口張開度型”以及通過更換鉗口實現的“鉗口張開度增大型”。根據“鉗口寬度”進行選擇:工件長度大幅度超過鉗口寬度時(長工件等),加工中可能會發生工件振動(顫動)或工件脫落。應選擇鉗口寬度適合工件的定心虎鉗。對于長工件,使用并排配置規格品(無論配置多少臺,至定心虎鉗滑動面的高度(A)及鉗口行程(B)的誤差均可調整在0.01以內)較為方便。根據“鉗口深度”進行選擇:工件高度大幅度超過鉗口的高度(鉗口深度)時,與長工件一樣,也可能會發生工件顫動、脫落。另外,對厚度小的工件進行頂面加工時,刀具與鉗口可能會產生矛盾。鉗口深度也是選擇定心虎鉗的要點,但也可通過附件(特別附屬品)或另制鉗口應對。
定心虎鉗的注意事項和特點:(1)為了不使鉗口損壞和保持已加工表面,夾緊工件時在鉗口處墊上銅片。(2)為了能裝夾得牢固,防止刨削時工件松動,必須把比精密定心虎鉗較干整的平面貼緊在墊鐵和鉗口上。要使工件貼緊在墊鐵上,應該一面夾緊,一面用手錘輕擊工件的子面,光潔的平面要用銅棒進行敲擊以防止敲傷光潔表面。工件的被加工面必須高出鉗口,否則就要用平行墊鐵墊高工件。精密工具定心虎鉗、剛性不足的:工件需要支實,以免夾緊力使工件變形。自定心虎鉗可實現定位和夾緊一步到位。
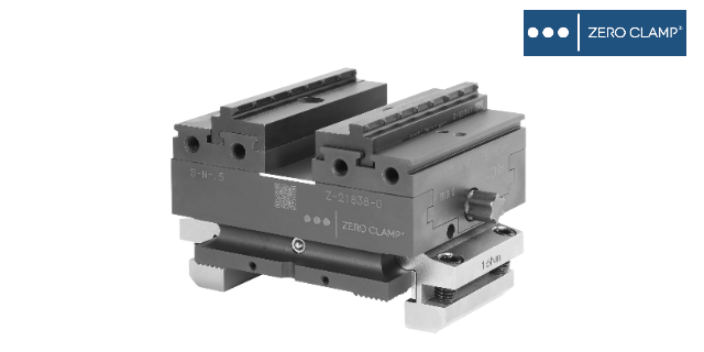
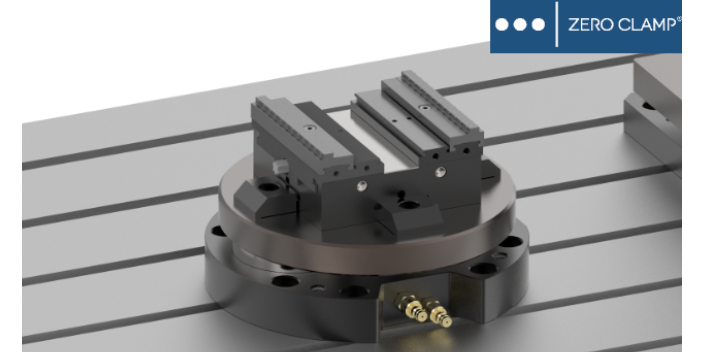
自動化定心虎鉗的夾緊力,中心定位精度與全能型定心虎鉗相同,上置鉗口可以通用。實現自動化過程中定心虎鉗在零點拓展基座上的快速定位。ZeroClamp氣動定心虎鉗是自鎖的系統,適合在自動化過程中使用。也就是說只需在鉗口的打開和關閉過程中加載壓縮空氣。氣動定心虎鉗配合使用定位拉釘,可以在零點定位系統上操作。定心虎鉗也可以靈活的固定在T型槽工作臺上。配套的種類繁多的頂置鉗可以在基礎鉗上的不同位置處固定。氣動定心虎鉗的驅動方式:通過鉗口的開合可以在自動化操作中通過零點基座從下方控制壓縮空氣來實現,或者在手動操作中通過側面加載壓縮空氣。ZeroClamp零點定位系統包含了零點定位、SL虎鉗、手動定心虎鉗和氣動定心虎鉗等多個系統,標準接口下不同的配套組合具備了全方面的應用能力。定心虎鉗采用強力夾緊時也不會變形的結構及材質。自動化定心虎鉗生產公司
定心虎鉗的夾緊力,中心定位精度上置鉗口都可以通用。西安定心虎鉗市場報價
定心虎鉗中裝夾工件的注意事項?(1)、工件的被加工面必須高出鉗口,否則就要用平行墊鐵墊高工件。(2)、為了能裝夾得牢固,防止刨削時工件松動,必須把比較干整的平面貼緊在墊鐵和鉗口上。要使工件貼緊在墊鐵上,應該定心虎鉗一面夾緊,一面用手錘輕擊工件的子面,光潔的平面要用銅棒進行敲擊以防止敲傷光潔表面。(3)、為了不使鉗口損壞和保持已加工表面,夾緊工件時在鉗口處墊上銅片。(4)、剛性不足的:工件需要支實,以免夾緊力使工件變形。西安定心虎鉗市場報價