



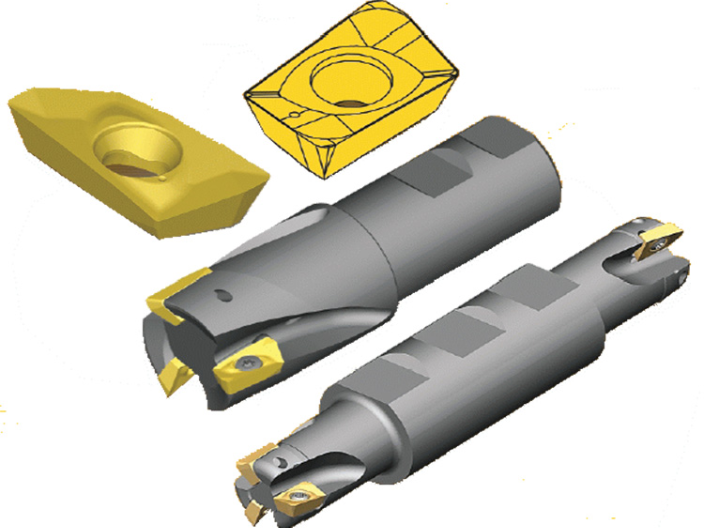
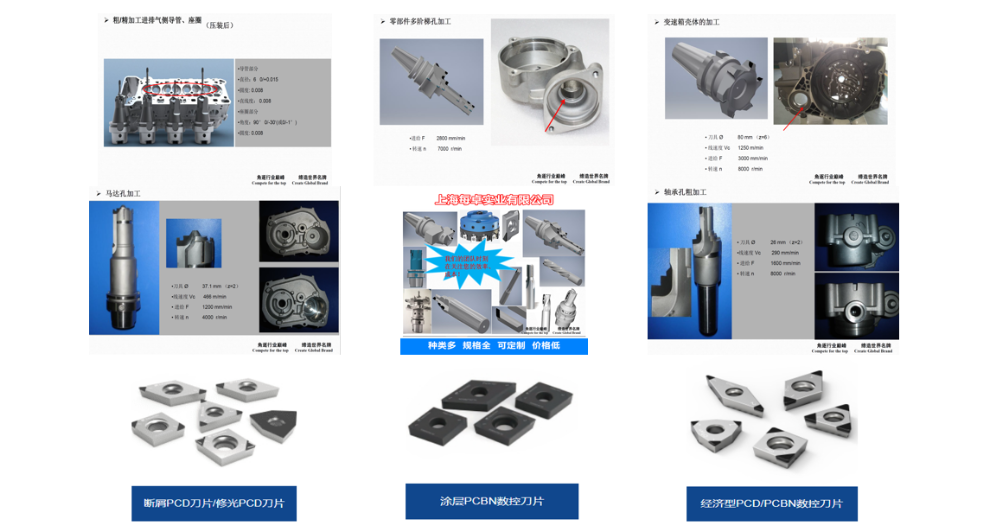
機械加工中所需要的各類刀具都有相關的型號、規格,確定了刀具的安裝方式、幾何尺寸、刀具角度等。但在生產有些特殊零件時,機械加工過程中經常會遇到一些難以用標準刀具進行加工的情況,通用的刀具不能滿足產品的需要。需定做安裝方式、幾何尺寸、刀具角度等不同于通用刀具的即為非標刀具,非標刀具是根據零件的加工特性,特別設計制造的刀具,能提高生產效率,綜合降低成本。2因此,非標刀具的制作對機械切削加工十分重要。由于標準刀具的制作針對的是面廣量大的普通金屬件或非金屬件的切削,當遇到一些工件的表面幾何形狀復雜特殊、工件進行過熱處理而硬度增大、工件為不銹鋼等容易粘刀、被加工表面有較高的粗糙度要求等情況時,標準刀具就無法滿足加工的需要。所以在加工過程中,需對刀具的材質、刀口的幾何形狀,幾何角度等,進行針對性的設計。3非標刀具可分為不需要專門訂制和需要專門訂制兩大類。不需要專門訂制的刀具主要是解決兩個問題,如尺寸問題和表面粗糙度問題。如果是表面粗糙度問題,可以通過對刃部的幾何角度的改變來實現,如加大前、后角的度數會明顯改善工件表面粗糙度。但如果使用方的機床剛性不夠的話,可能刃口倒鈍反而能提高表面粗糙度。汽車零部件非標刀具渦輪殼PCD組合銑刀。機床刀具怎么樣
1、玉米銑刀,又稱玉米棒銑刀,又叫鱗狀銑刀,表面看是密集螺旋網紋狀的,槽比較淺,一般都是用于一些功能材料之類的材料加工,特別是像一些碳纖維的卡夫拉材料(像飛機的機翼的外殼之類的)玻璃纖維等復合材料!!整體硬質合金鱗狀銑刀,切削刃是由許多切削單元組成,切削刃鋒利,從而極大地降低了切削阻力,而且可以實現高速切削,達到了以銑代磨的效果,提高了復合材料的加工效率和表面質量,延長了銑刀的使用壽命。2、波形刃立銑刀。它是在普通高速鋼立銑刀的螺旋前刀面的基礎上,用**銑夾具將螺旋前刀面再加工成波浪形螺旋面,它與后刀面相交成波浪形切削刃。相鄰兩波形刃的峰谷沿軸線錯開一定距離,使切削寬度減小,而切削刃的實際切削厚度約增大三倍,切下的切屑窄而厚,降低了切削變形程度,并使切削刃避開表面硬化層而切入工件。波形刃使切削刃各點刃傾角、工作前角以及承擔的切削負荷均不相同。而且波形刃使同一端截面內的齒距也不相同。這些因素**減輕了切削力變化的周期性,使切削過程較平穩。銑削氣割鋼板等粗糙表面的工件,波形刃立銑刀尤其能顯示出其優良的切削性能。安徽切削刀具PCD刀具主要材料是金剛石粉末,佐以一定的股捏硅鐵等金屬以及結合劑,在高溫高壓狀態下生產出來的。

選購金剛石刀具前要知道的注意事項很多加工行業都是要使用到金剛石刀具,這類刀具也有不同材質之分,其價格和性能上確實還是有很大的差異性。而此類刀具一般都是直接影響到了切割的效果,所以還是要在選購之前了解相關的注意事項。不能加工淬硬鋼確實金剛石本身就具有一定的硬度,但并不是所有材料都能用其進行加工。尤其是不能加工淬硬鋼,因為金剛石本身是由碳原子組成的,鐵在受熱時會從金剛石中吸出一部分的碳原子,然后形成碳化物。所以如果要使用金剛石刀具,一定要明確好加工材料,不然出現碳原子擴散到其他材質的情況,那么不只是會影響加工,同樣也會導致刀具磨損嚴重。涂層刀具使用壽命不同因為現在一般的刀具表面都會有不同涂層,而且日常加工和使用頻率不同,自然也會影響到其使用壽命。一般使用壽命受到了切削材料、速度、加工頻率、幾何形狀等多方面的影響。加工石墨的刀具使用壽命就要更長一些,所以日常使用刀具也要特別注意好其涂層的情況,還要不定期進行刀具的檢查才行。金剛石刀具存在的問題要特別注意金剛石涂層剝落可以預防,如果涂層剝落則會影響到金剛石刀具的使用壽命。所以選購刀具時就要注意其品質,是否有良好的涂層,質量如何。如果正常磨損。
如果正確選擇切削用量、刀具幾何參數及其他加工條件,則PCBN是一種高效長壽命刀具,能創造很高的經濟效益,但如果使用方法不當,則會造成很大的浪費。(1)合理選擇切削用量:切削速度要根據被加工材料進行選擇,一般要高于硬質合金刀具。切削硬度HRC55~65的淬硬鋼可選切削速度為80~120m/min,由于PCBN切削硬材料是將切削區內微小區域的金屬軟化而進行的,因此切削速度過低時,就不能發揮PCBN刀具的切削性能。進給量一般不能大于,背吃刀量一般選擇小于。(2)合理選擇刀具幾何參數:由于PCBN刀具的韌性高于陶瓷,低于硬質合金,因此刀具幾何參數的選擇主要考慮的就是保證刃口強度,刀具前角一般選擇(0°~-10°),后角選擇較小,為10°左右。除特殊要求外,為保證刀尖強度,刀尖角一般不要小于90°;刃口要磨出負倒棱,一般取為×(-15°~-30°),使用前要用30~50倍放大鏡對刀具進行檢查,確保刃口無崩刃。(3)冷卻與潤滑:對其他材料刀具,采用冷卻潤滑液有利于提高加工表面和延長刀具壽命,但對PCBN刀具除極特殊情況下,不加冷卻液同樣可達到理想的加工質量和較長的刀具壽命,對PCBN刀具來說是怕軟不怕硬。若使用冷卻液,則不能使用水溶性冷卻液,因為CBN易在1000℃產生水解作用。非標刀具在切削過程中會由于各種因素而磨損,縮短使用壽命。
PCD刀具是指使用聚晶金剛石(PolycrystallineDiamond)作為刀具切削刃的一種刀具。PCD是一種由許多微小金剛石顆粒通過高溫高壓工藝合成而成的材料,具有極高的硬度和耐磨性。PCD刀具之所以被稱為PCD刀具,是因為其刀具切削刃采用了聚晶金剛石材料。聚晶金剛石是由許多微小的金剛石顆粒通過高溫高壓工藝合成而成的,這些顆粒之間通過金屬結合劑連接在一起,形成了一個堅固的刀具切削刃。PCD刀具具有以下特點:高硬度:PCD刀具的硬度比傳統的硬質合金刀具高幾倍,能夠在高速切削中保持刀具的尖銳度和耐磨性。耐磨性:PCD刀具的切削刃具有極高的耐磨性,能夠在切削過程中長時間保持刀具的鋒利度,減少刀具更換的頻率。優異的導熱性:PCD刀具具有良好的導熱性能,能夠迅速將切削過程中產生的熱量散發出去,減少刀具的熱膨脹和變形。適用范圍廣:PCD刀具適用于加工各種材料,包括鋁合金、銅合金、鈦合金、復合材料等,具有的應用領域。刀具材料的選擇對刀具壽命、加工效率、加工質量和加工成本等的影響很大。浙江可轉位刀具廠家
超硬刀具材料主要包括金剛石、聚晶立方氮化硼(PCBN)、陶瓷、TIC(N)基硬質合金等。機床刀具怎么樣
螺紋刀具和PCD刀具是兩種常用的切削工具,它們在不同的應用場景下具有不同的優點。螺紋刀具的優點:螺紋刀具通常由高速鋼或硬質合金制成,具有較高的硬度和耐磨性,適用于加工較硬的材料。螺紋刀具的刀具結構相對簡單,易于加工和維護,成本較低。螺紋刀具的刀具形狀多樣,可以滿足不同螺紋規格和形狀的加工需求。PCD刀具的優點:PCD刀具采用多晶立方體結構的人工合成金剛石刀片,具有極高的硬度和耐磨性,適用于加工硬度較高的材料,如鋁合金、復合材料等。PCD刀具具有優異的切削性能,能夠實現高速、高效的加工,提高生產效率。PCD刀具的刀片具有較長的使用壽命,減少了刀具更換的頻率和生產停機時間。PCD刀具的刀片表面光滑,不易粘附切削材料,減少了切削力和熱量的產生,提高了加工質量和表面光潔度。總的來說,螺紋刀具適用于一般的螺紋加工需求,成本較低;而PCD刀具適用于高硬度材料的加工,具有高效、耐磨的特點,但成本較高。選擇何種刀具應根據具體的加工要求和材料特性來決定。機床刀具怎么樣