



動力刀座是機床上的主要部件,長時間的使用刀塔固定刀座難免會呈現一些問題,可能會發生異響,通常是因為減速機的摩擦片磨損,或許軸承磨損嚴峻,以上幾點都能使刀塔固定刀座減速機發生異響。發生異響時首先要檢查減速機的油質和油位,假如油量過少要及時加油,假如油中帶有鐵屑,要把減整機拆開檢查齒輪有沒有呈現磨損,如有磨損要替換齒輪,還有假如摩擦片焚毀也會發生異響。減速機呈現異響的緣由:減速機軸承損壞,潤滑油過少或減速機過熱,減速機的齒輪呈現嚴峻磨損,減速機摩擦片磨損。新型動力刀座可以通過傳感器收集數據和藍牙傳輸數據解決問題。安徽端面刀座公司電話

一臺新的動力刀座,在開始使用的時候,要注意其轉數不可以處于飽和的狀態,一般情況下正常的轉數為標準轉數的70%。之后,也不要著急使用其進行加工制造,比較正確的操作的方法就是在無負載的狀況下旋轉一個鐘頭,這樣做的主要的目的就是對動力刀座很好的進行磨合,已達到后期更好的使用的效果。要想使動力刀座進行正確的使用,還有一定注意的事項就是要注意冷卻液的合理使用。具體的使用的方法首先要做到不開啟冷凍液就不要進行使用,而為了減少刀座在使用的過程中油封的磨損的狀況,比較好的辦法就是還要在這樣的機床上安裝好過濾的裝置。刀座的額定z大的轉數也是有一定的使用的要求的,因此上使用時不要超過額定的z大的轉數。對于使用的大的容許水壓,也要按照使用要求來進行。在使用的時候,如果搭配使用上止水桶夾或者是止水螺帽,會使其使用壽命得到延長。江蘇EWS車刀座生產商滾刀座的設計結構可以適應不同尺寸的切割需求。
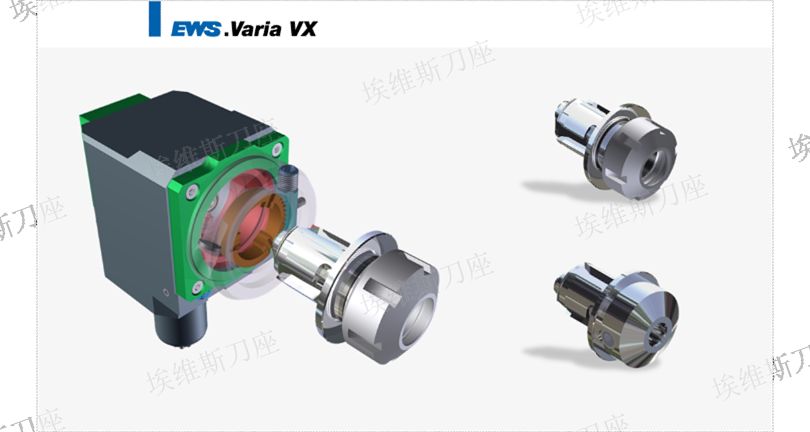
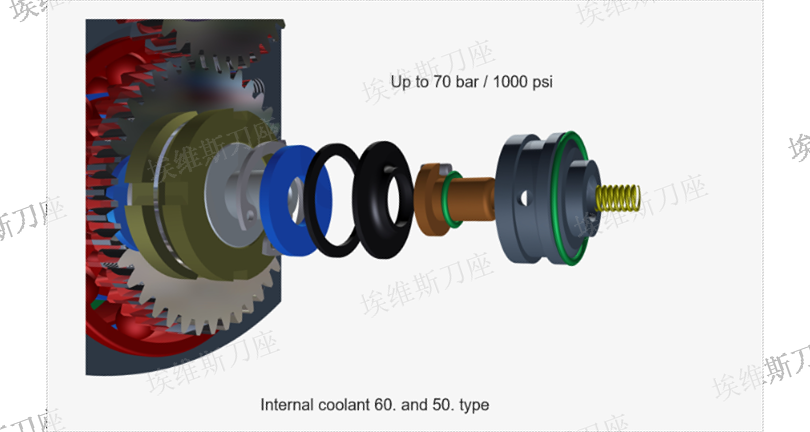
EWS刀座種類齊全,有固定刀座,動力刀座,VX快速更換接頭刀座,滾齒刀座,拉槽刀座,直型偏心,右向后置,右向雙頭,角度可調式,切割鋸式,速度增快型,力矩增強型,滾齒刀座,旋風銑刀座等等。標準轉速6000轉,標準內冷80Bar!連接符合意大利DUPLOMATIC公司DIN1809,德國SAUTER公司DIN5480,DIN5482,意大利Brauffaldi TOEM,1步法連接,2步法連接等等標準。從VDI 11到60,CAPTO C4 到C6,Varia VX3到VX5,BMT45,55,65,75,85等等,非標定制可以根據用戶特殊要求制造!
動力刀座在現在的使用是十分廣的,時間長了動力刀座的皮帶輪難免會呈現磨損,開裂等現像,所以換皮帶輪也稱的上是技能活。為用戶簡單介紹下換皮帶輪時注意哪些。卸下皮帶輪箱蓋、松開固定電機板的4個內六角螺絲、松開定位螺栓,降下電動機減輕皮帶的張力、用固定扳手一邊固定皮帶輪墊圈,一邊擰緊固定螺絲、即將替換的皮帶輪各裝入電動機軸和主軸上、裝上皮帶輪墊圈及固定螺絲、承認皮帶的張力邊用定位螺栓提起電動機,調理皮帶張力、安裝皮帶輪箱蓋以上是替換皮帶輪的具體操作過程,期望能夠幫到大家。滾刀座在切割過程中能夠保持穩定的加工質量。
全液壓動力刀座式鉆機整機全液壓傳動和操控,傳動功率高、工作噪音小、集成化程度高,機械故障率低,使用保護便利,改進了鉆探工人的勞動條件,可有用進步 .銑削動力刀座的進給與旋轉是同步完結的,所以在加工較薄較軟的材料對比具有優勢. 行程長,附件多便利加工的需求。高性能的主軸電機,能夠存在低速、高速多種轉速,風電式鉆削動力刀座是運用新技能,對于高速化,高精度化的請求而設計的。體積小,具有高剛性,高性能,并具有出眾的經久耐用性。用戶可根據加工參數及機器類型,從豐厚的機種中挑選合適的設備。如果刀座保養充分,正確更換可能只需要幾分鐘時間。江蘇車銑復合刀座代理商
刀座油座上的溢流閥卡住或者損壞會導致溢流壓力過低。安徽端面刀座公司電話
小型加工中心的選刀也有三種方式:1.順序選刀,按照刀具的使用順序,把刀具安裝在刀座中,并按照順序逐一選用,使用完畢后再放回原來的位置上。2.隨意選刀,對刀座進行編碼,對應的刀具放入制定的刀座中,編程的同時要用地址T標出刀具所在刀座編碼。3.記憶選刀,在加工中心的存儲器中,將刀具號和存刀位置以及刀座號都記錄下來,當刀具存放地址改變,那么加工中心記憶也隨之改變,在小型加工中心的刀庫中裝有位置的檢測裝置,刀具能夠任意取出和送回。安徽端面刀座公司電話